Diferența dintre sudarea cu laser robotizată și sudarea cu gaz protector
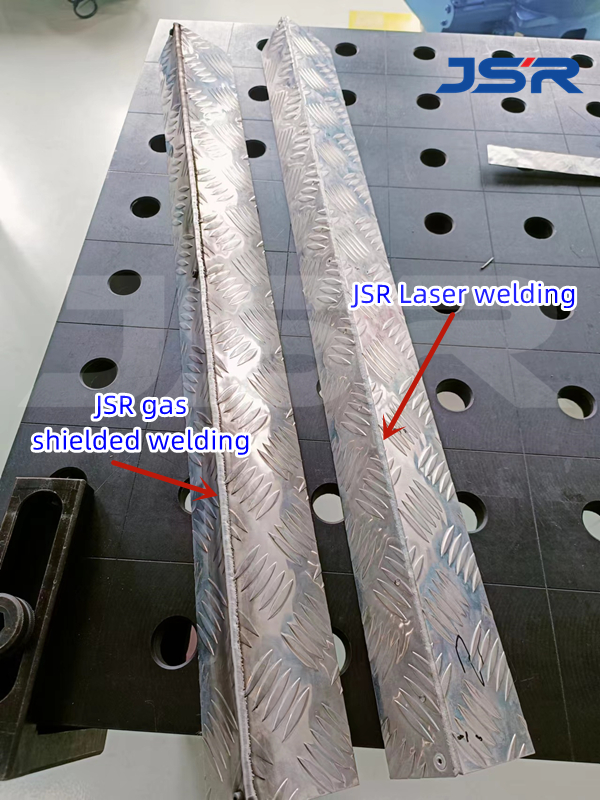
Sudarea robotizată cu laser și sudarea în mediu de protecție gazoasă sunt cele mai comune două tehnologii de sudare. Toate au propriile avantaje și scenarii aplicabile în producția industrială. Când JSR procesează tijele de aluminiu trimise de clienții australieni, folosește aceste două metode pentru testarea sudării. Următoarea este o comparație a efectelor de sudare ale tijelor de aluminiu, așa cum se arată în figură:
Ce este sudarea cu laser?
Sudare robotizată cu laser: Fasciculul laser este utilizat pentru a încălzi cusătura de sudură până la o stare topită, iar sudarea de înaltă precizie se realizează prin poziționarea precisă a capului de sudare cu laser.
Ce este sudarea în mediu de protecție gazoasă?
Sudare cu gaz protector: Un pistolet de sudură este utilizat pentru a genera temperaturi ridicate printr-un arc electric, provocând topirea materialului de sudură, în timp ce zona de sudură este protejată de oxigen și alți contaminanți externi de un gaz protector (de obicei un gaz inert).
https://youtube.com/shorts/Hfyqm0_tJ6c
Sudare cu laser robotizat VS. Sudare cu gaz protector
1. Materiale aplicabile:
• Sudare cu laser robotizată: Mai potrivită pentru materiale mai subțiri, cum ar fi oțelul inoxidabil, aliajul de aluminiu etc.
• Sudare robotizată în mediu de protecție gazoasă: Are aplicații mai largi pe foi metalice mai groase, inclusiv oțel.
2. Viteză de sudare:
• Sudare robotizată cu laser: De obicei, viteza de sudare este mai rapidă și potrivită pentru medii de producție de volum mare. Viteza de sudare a pieselor de prelucrat de clienții JSR este de 20 mm/s.
• Sudare în mediu de gaz protector: Viteza de sudare este în general mai mică decât sudarea cu laser, dar este totuși o alegere importantă pentru unele piese speciale și scene cu cerințe mai mari. Viteza de sudare a piesei din imagine este de 8,33 mm/s.
3. Precizie și control:
• Sudare cu laser robotizată: Sudarea cu laser are cerințe ridicate față de produse. Dacă există goluri în îmbinări, acest lucru va afecta sudarea cu laser. Are un grad ridicat de precizie și controlabilitate și este potrivită pentru situațiile care necesită o calitate extrem de ridicată a sudurii.
• Sudare în mediu de protecție gazoasă: Are o rată ridicată de toleranță la erori pentru produse și poate fi sudată chiar dacă există goluri în îmbinarea produsului. Precizia este puțin mai mică decât cea a sudării cu laser, dar poate fi totuși utilizată în unele aplicații cu cerințe mai flexibile.
4. Efect de sudare:
• Sudare robotizată cu laser: Datorită aportului mic de căldură, sudarea cu laser are un impact termic mai mic asupra piesei de prelucrat, iar cusătura de sudură are un aspect plat și neted.
• Sudare în mediu de protecție gazoasă: Datorită temperaturii ridicate de sudare, suprafața de sudură se umflă ușor, fiind astfel potrivită pentru piesele de lucru care necesită lustruire.
Alegerea între sudarea robotizată cu laser și sudarea cu gaz protector depinde de nevoile specifice de producție, inclusiv considerații privind materialele, cerințele de calitate a sudării, eficiența producției, procesarea ulterioară etc. În unele scenarii, cele două pot fi utilizate și împreună pentru a valorifica pe deplin avantajele lor respective.
Data publicării: 23 ian. 2024
